Email:sales@bundor.com | Tel: +86 150 0225 9955 | Wechat: Bundor_marketing | Skype: +86 150 0225 9955
Email:sales@bundor.com | Tel: +86 150 0225 9955 | Wechat: Bundor_marketing | Skype: +86 150 0225 9955
In petrochemical industry, the purpose of refining unit is to process crude oil, produces different types of gasoline, diesel, kerosene and other fuel oils, lubricants and chemical raw materials. The device mainly includes atmospheric pressure reduction device, catalytic cracking device, catalytic reforming device, delayed coking device, hydrocracking device and hydrorefining device.
The basic requirements of the oil refining device on the valve: meet the technological requirements, ensure the service life of the valve, facilitate operation and maintenance, compact structure and light weight.
1. Requirements for sealing
Stem seal: The packing used in the valve must meet the requirements of the process medium and adapt to the temperature and pressure of the medium. During the operation of many installations, the valve packing box often leaks, so many refineries replace all packing before they go into production. Flexible graphite ring is suitable for various process medium and is not easy to be aged. It has been prescribed in sh3064-1994.
2. Requirements for Material
The valve materials used in the refinery are mainly carbon steel, alloy steel and stainless steel. For refining process development, changes in crude oil properties, further processing of crude oil, temperature and pressure increase in operating conditions. Therefore, there are new requirements for valve materials, such as corrosion resistant material 316L polymer lining.
Type specification requirements
The oil refining industry plays an important role in the national economy, and the economic benefits of the refinery are closely related to their scale. Therefore, the large-scale refinery is the future development trend. The advantages are to save investment, reduce land occupation, reduce costs, and reduce energy consumption. The large-scale refinery is mainly to expand the production capacity of a single device, so as to reflect the advantages of large-scale. The large-scale of the device will inevitably require the expansion of valve specifications, and the valve type and structure should be suitable for the requirements of multiple specifications. For example, gate valves are long in structure length and heavy in weight, and are not suitable for large diameters. Therefore, butterfly valves and other forms of valves will inevitably replace some gate valves. In addition, the specification of nominal pressure of 4.0Mpa and above should be expanded.
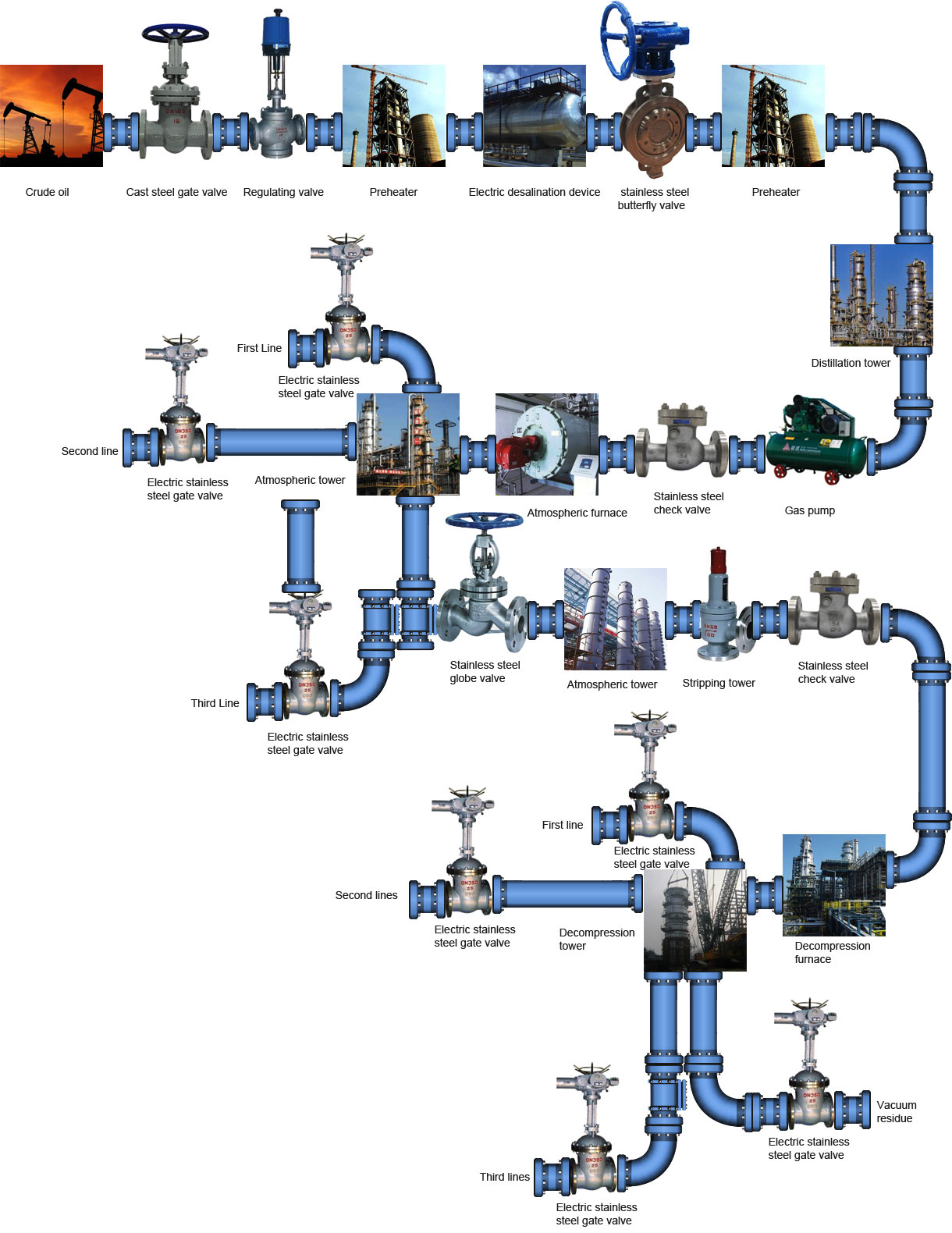
Atmospheric and vacuum unit is to separate gasoline, kerosene, diesel oil and raw material fraction in crude oil by distillation and rectification, and then decompression distillation of heavy oil at the bottom of atmospheric pressure tower to produce lubricating oil fraction or stimulation liquid fraction. There are corrosive compounds in crude oil, including inorganic salts, sulfides and naphthenic acids, so stainless steel valves should be used for those parts.
Atmospheric and vacuum distillation device valve:
Gate valve (PN1.6~PN6.3, the material is mainly carbon steel, stainless steel, alloy steel);
Globe valve (PN1.6~ PN6.3, the material is mainly carbon steel, stainless steel, alloy steel);
Ball valve (PN1.6~PN2.5, the material is mainly carbon steel);
Butterfly valve (PN2.5, the material is mainly carbon steel);
Check valve (PN1.6~PN6.3, the material is mainly carbon steel, stainless steel, alloy steel).
| No. | Name | Size/Pressure | Configuration | Unit |
|---|---|---|---|---|
| 1 | Cast Steel Gate Valve | DN100/PN16 | Valve body:WCB, Seal:Cr series stainless steel,Disc:WCB |
set |
| 2 | Stainless Steel Globe Valve | DN100/PN16 | Valve body:304,Seal:304,Disc:304 | set |
| 3 | Stainless Steel Triple Eccentric Butterfly Valve | DN100/PN16 | Valve body:304, Seat:Cr series stainless steel,Disc:304 |
set |
| 4 | Stainless Steel Swing Check Valve | DN100/PN16 | Valve body:304,seal:304, Disc:304 |
set |
Overview of pneumatic triple eccentric butterfly valve: Pneumatic triple eccentric butterfly valve consists of pneumatic actuator and triple...

 简体中文
简体中文 Русский
Русский Español
Español